

If you run a workshop, hear this straight — not every shot blasting machine is worth your money.
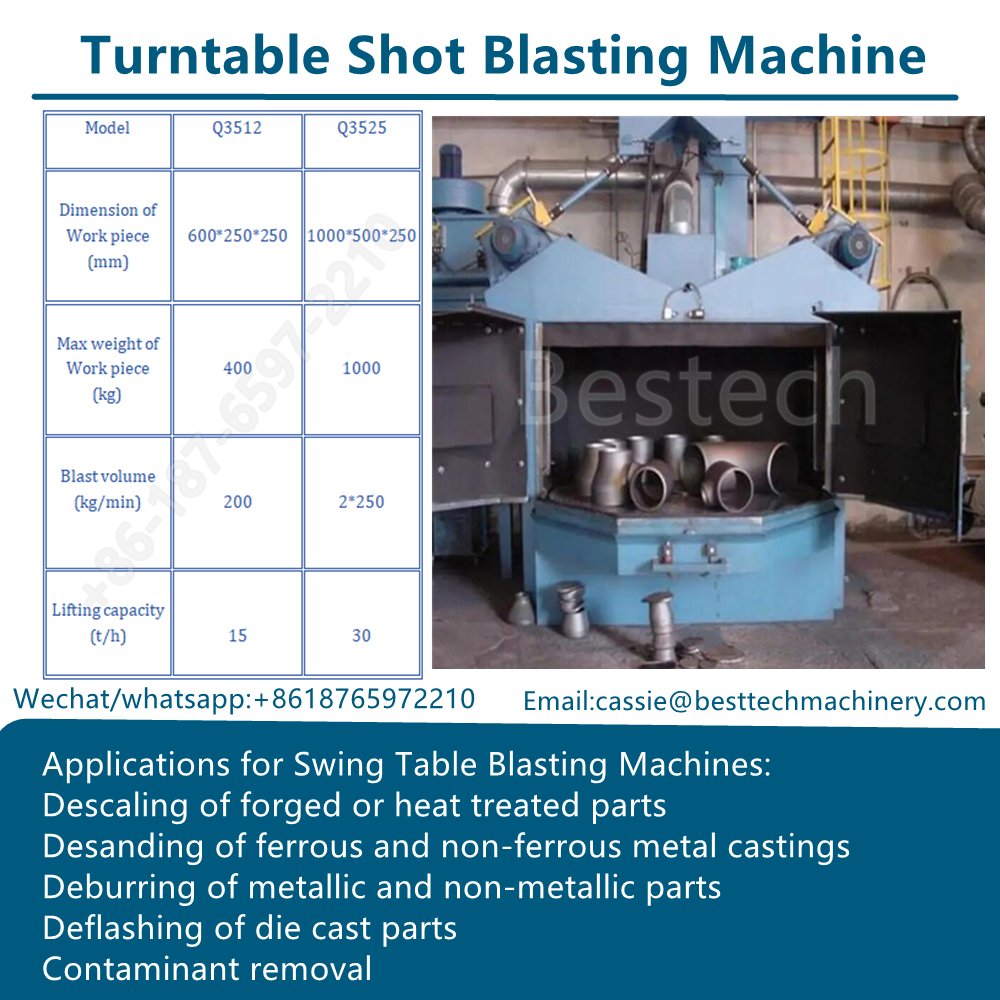
The Turntable Table Shot Blasting Machine is a specific solution for parts that:
- Are heavy and flat
- Can be placed on a rotating table
- Require stable cleaning coverage
- Cannot hang or tumble
But many poor machines sell cheap and break fast.
The key to picking the right machine is knowing what matters, what doesn’t, and what causes problems later.
This guide is written from workshop engineer perspective — no fluff, only practical engineering criteria.
1. Load Capacity and Turntable Size — Don’t Guess, Calculate
The first question you must ask:
What’s the biggest workpiece weight and size you will clean?
Typical parameters:
| Feature | Typical Range |
|---|---|
| Turntable Diameter | 800 – 3000 mm |
| Max Load per Table | 500 – 5000 kg |
| Rotation Speed | 1 – 5 rpm |
| Turntable Drive | Gear reducer / Slewing bearing |
If you choose a machine too small:
- Table bending
- Motor overload
- Bearing failure
- Unstable blast pattern
These happen within months.
Always match table size to the largest workpiece, not the smallest.
2. Turbine System — The Real Power of the Machine
The blasting turbine determines cleaning strength and coverage.
Key turbine specs to check:
| Parameter | Typical Standard |
|---|---|
| Turbine Power | 7.5 – 22 kW / wheel |
| Rotor RPM | ~2900 rpm |
| Shot Velocity | 60 – 80 m/s |
| Abrasive Flow | 150 – 250 kg/min |
Surface cleanliness is not about paint color — it’s about surface preparation standard:
👉 Reference: ISO 8501-1
Target grade for industrial parts: Sa 2.5 / Sa 3
If turbine power is undersized:
- Rust remains
- Cleaning time increases
- Abrasive consumption spikes
A good machine has turbines arranged to avoid shadow areas.
Poor layout = blind spots = defects.
2.1 Turbine Quality and Maintenance
Blades, control cage, liners — these wear fast.
Real workshop rules:
- Replace blades as a set
- Do dynamic balancing after blade replacement
- Use Mn13 or chromium alloy liners
If turbine is unbalanced, vibration kills:
- Bearings
- Reducers
- Table system

3. Abrasive Circulation Design — True Circulation Means True Cleaning
A blasting system is only as strong as its abrasive circulation.
Quality shot blasting machines include:
- Screw conveyor
- Bucket elevator
- Efficient air separator
- Storage hopper
Separator efficiency should be ≥ 95%.
If broken shot keeps returning to turbine:
- Blade wear skyrockets
- Energy consumption increases
- Cleaning quality drops
A bad separator is like a bad blood pump in a body — everything fails.
4. Dust Collection & Environmental System — Not Optional
Dust is not “workshop smell.”
Dust is:
- A health risk
- A fire hazard
- A cause of electrical failure
- A reason for lost production time
Good dust system specs:
| Parameter | Typical Requirement |
|---|---|
| Air Volume | 4000 – 10000 m³/h |
| Filtration Efficiency | ≥ 99% |
| Pulse Jet Cleaning | Yes |
| Control Pressure | 800 – 1200 Pa |
Industrial dust control must comply with:
👉 OSHA workplace standards
👉 CE Marking (if for export)
A poor dust system wears:
- Bearings
- Motors
- Panels
- PLC systems
fast.
5. Electrical & Control System — Stable Beats Cheap
Modern turntable shot blasting machines are controlled by PLCs.
Look for:
- Touch screen HMI
- Blast time program control
- Automatic table rotation logic
- Interlocks for door safety
- Emergency stop circuits
Why it matters?
Because unprotected systems lead to:
- Accidental start
- Operator injury
- Damaged parts
- Quality variation
Good control systems improve output stability by 15–30%.
6. Safety Features — Serious Engineers Add Serious Protection
Shot blasting involves high kinetic energy.
Must-have safety features:
- Interlocked chamber door
- Emergency stop at multiple stations
- Overload protection
- Vibration sensors
- Earth leakage protection
Production is worthless if someone gets injured.
Engineer rule:
Safety is part of machine design, not an add-on.
7. Wear Part Accessibility & Maintenance Design
Not all machines are easy to maintain.
Good design means:
- Liners easy to replace
- Blades accessible
- Separator easy to clean
- Grease points labeled
Bad design costs:
- Downtime
- Lost production
- Frustrated technicians
Ask manufacturer:
“How long does liner last?”
“What is blade lifetime?”
“Can we service it without disassembling entire chamber?”
Real parameters:
- Blade life: 400–800 hours
- Liner life: 2000–4000 hours
(Depends on abrasive and workpiece type)
8. Installation & Commissioning Support — Critical for Performance
The best machines fail if installed wrong.
A good supplier provides:
- Foundation bolt layout
- Grouting drawing
- Alignment check list
- On-site commissioning
- Testing report
Commissioning matters most for:
- Turbine balance
- Turntable alignment
- Dust system calibration
- Abrasive flow tuning
Poor commissioning == 20–30% performance loss.
9. After-Sales Technical Support — The True Value Factor
A machine is not a purchase — it’s a long-term partner.
Good technical support includes:
- Spare parts list with lead time
- Wear prediction schedule
- Remote troubleshooting
- Annual maintenance program
- Upgrade path (energy saving / automation)
Bad support = downtime + expensive parts rush.
Good support = stability + productivity.
10. Final Engineering Checklist Before You Buy
✔ Load capacity confirmed
✔ Table diameter matches largest part
✔ Turbine power meets cleaning requirement
✔ Blasting pattern covers entire surface
✔ Separator efficiency ≥ 95%
✔ Dust collector sized correctly
✔ PLC safety interlocks tested
✔ Spare parts availability confirmed
✔ Installation & commissioning plan ready
✔ After-sales support available
Conclusion
A Turntable Table Shot Blasting Machine is not just a piece of steel.
It is:
- A surface preparation engine
- A productivity driver
- A safety-critical system
- A long-term workshop investment
Good engineering chooses features based on data, not ads.
Good maintenance makes the machine last.
Cheap machine costs more in the end.