

Struggling for the efficiency of producing sand cores?
You’re definitely not alone — efficiency in core making is a huge challenge in foundries
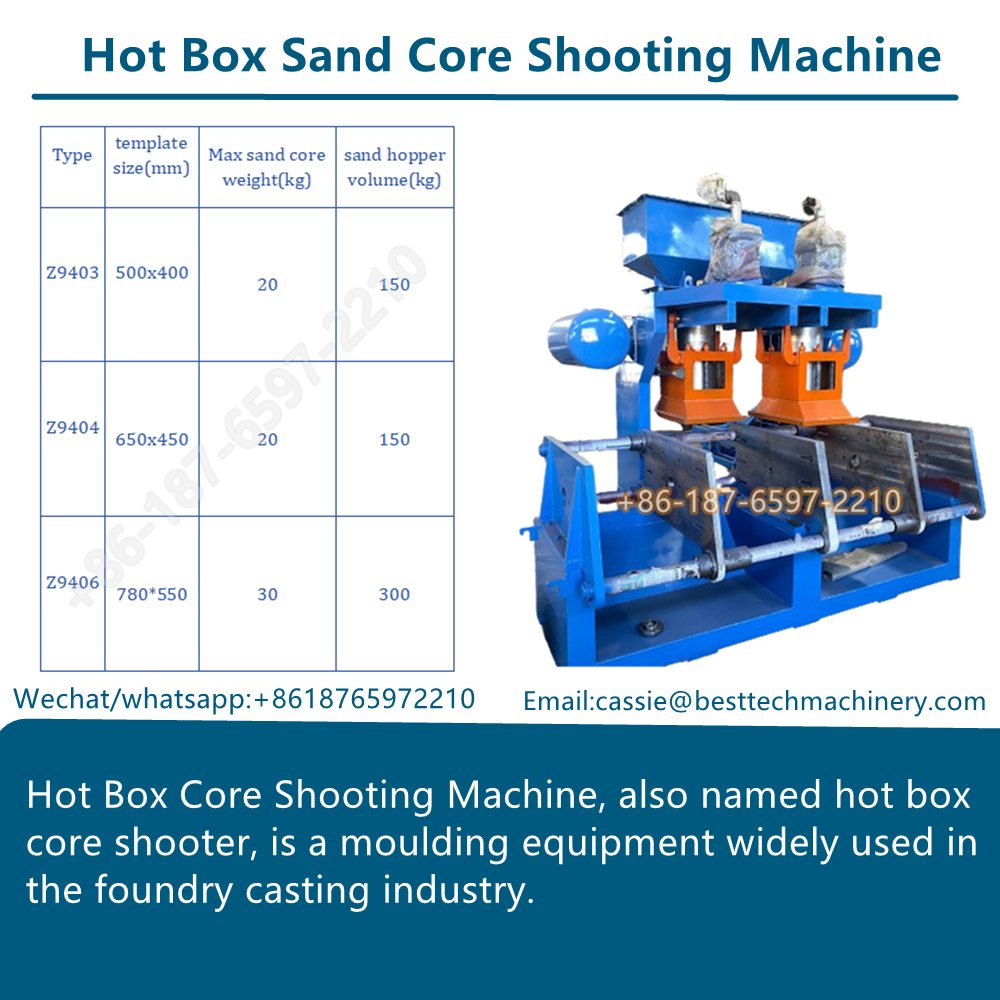
Hot core box core shooter helps you make more sand cores, faster, with better quality, and less waste.
In modern foundry operations, sand cores are critical components for creating complex internal cavities in metal castings. The demand for high-precision, durable sand cores has driven the adoption of advanced technologies, with hot core box core shooter machines emerging as a game-changer in improving production efficiency and quality.
Hot Box Core Shooter Machine Introduction
In metal casting, the production of high-quality sand cores is critical for creating intricate internal cavities in cast components. The hot box core shooter machine has revolutionized this process through its unique thermal hardening method, offering foundries unparalleled precision, speed, and repeatability.
What Is A Hot Box Core Shooter Machine?
A hot box core shooting machine is a type of industrial equipment used in foundries to make sand cores for metal casting.
How the Hot Box Core Shooter Works
The hot box process utilizes thermosetting resin-bonded sand to form cores that harden rapidly under controlled heat. Here’s a step-by-step breakdown:
Core Sand Preparation
A mixture of silica sand and a heat-activated resin (typically phenolic or furan-based) is prepared. A catalyst like copper sulfate or ammonium nitrate accelerates curing.
Shooting the Core
The sand-resin blend is pneumatically blown into a preheated core box (metal mold) under high pressure using the shooter machine’s nozzle system. This ensures complete cavity filling and uniform density.
Thermal Curing
The core box is heated to 200–300°C (392–572°F), triggering an exothermic reaction in the resin. Curing occurs in 15–60 seconds, depending on core size and geometry.
Ejection
Hydraulic or pneumatic ejectors release the hardened core, which retains its shape due to the fully cross-linked resin.
Key Components of a Hot Box Core Shooter
Core Box Heating System
Electric or gas-fired heaters maintain precise temperatures for consistent curing. Advanced systems use zone-controlled heating to accommodate complex core designs.
Sand Shooting Head
Engineered for high-velocity sand injection, the shooter head minimizes voids and ensures dimensional accuracy.
Automated Controls
PLC-based systems regulate shooting pressure, curing time, and temperature, enabling seamless integration into Industry 4.0 foundry workflows.
Ejection Mechanism
Precision-engineered pins and slides remove cores without damage, even for undercut features
Advantages Over Cold Box and Shell Core Methods
Hot Box is a balanced, efficient, and safe method — great for medium to high production, complex core shapes, and lower overall operating cost compared to Cold Box.
It offers more versatility than Shell Core, especially when making larger or complex-shaped cores.
Speed
Curing times are 50–70% faster than cold box (amine gas) processes, boosting productivity for high-volume operations like automotive casting.
Surface Finish
Hot box cores exhibit smoother surfaces compared to CO₂-sodium silicate cores, reducing post-casting machining.
Dimensional Stability
Thermal curing minimizes resin-related expansion/contraction errors, achieving tolerances within ±0.2 mm.
Eco-Friendly
Unlike shell core processes, no toxic solvents are released. Modern resin formulations also reduce benzene emissions.
| Factor | Hot Box | Cold Box | Shell Core |
|---|---|---|---|
| Core Strength | High (good green strength after curing) | High, but needs gas hardening | Moderate to high |
| Cycle Time | Short (fast curing by heat) | Short (chemical gas reaction) | Moderate (depends on shell thickness) |
| Core Complexity | Excellent (handles thin walls and complex shapes) | Good (excellent for very detailed cores) | Limited (best for simpler shapes) |
| Gas Emissions | Lower (no additional curing gases) | High (amine gas emissions) | Low |
| Cost of Binder/Resin | Moderate | Higher (amine gases + complex handling) | Moderate |
| Machine Cost | Moderate | Higher (needs gas generator & exhaust systems) | Lower to Moderate |
| Maintenance Needs | Lower (no gas systems) | High (gas handling, corrosion issues) | Moderate |
| Operator Safety | Better (no toxic gas) | Risky (toxic amine gases) | Safe |
| Surface Finish | Good | Very good | Good to excellent |
Common Reasons for Low Efficiency Sand Core Making
You’re definitely not alone — efficiency in core making is a huge challenge in foundries.
1. Sand Quality Issues
Problem: Poor sand grain shape, inconsistent coating with resin, or moisture in the sand can cause weak cores or slow hardening.
Fix: Use high-quality, properly coated resin sand. Keep sand dry and consistent.
2. Core Box Temperature Problems
Problem: If the core box is too cold → incomplete curing. If too hot → burning, cracks, or waste.
Fix: Keep the core box in the correct temperature range (usually 200–300°C). Use proper temperature control systems.
3. Incorrect Shooting Parameters
Problem: Not enough shooting pressure, wrong sand filling time, or uneven shooting can cause bad compaction.
Fix: Adjust shooting pressure, sand flow rate, and venting. Fine-tune machine settings for different core sizes.
4. Binder/Resin Problems
Problem: Resin that’s not matched to your production speed or core complexity can cause issues.
Fix: Choose a binder system designed for hot box processes and your specific cycle times.
5. Cycle Time Not Optimized
Problem: Heating, shooting, curing, and ejection not properly timed = wasted time.
Fix: Fine-tune each step to shave off unnecessary seconds. Automation upgrades can help.
How a Hot Core Box Core Shooter Improves Efficiency
1.Fast Curing Times
- Heat speeds up the chemical reaction in the sand binder.
- Cores harden in seconds or minutes, not hours.
2.High Precision and Consistency
- Accurate sand shooting fills every corner of the core box.
- Cores have better dimensional accuracy with fewer defects.
3.Shorter Cycle Times
- Quick shooting + fast curing = more cores per hour.
- Machines can automatically eject the core once it’s ready.
4.Lower Scrap Rates
- Consistent quality means fewer rejected cores.
- Saves material and labor costs.
5.Reduced Labor Dependency
- Automation (like sand loading, shooting, heating, ejection) reduces manual handling.
- One operator can run multiple machines.
6.Energy Efficiency
- Modern hot box machines have smart heating controls.
- Heat is focused only where needed, saving energy.
7.Flexibility for Complex Cores
- Can produce complex, thin-walled, hollow sand cores easily.
- Supports a wide range of core sizes and designs.
Conclusion
As foundries strive for higher productivity and tighter tolerances, hot box core shooter machines remain indispensable. Their ability to balance speed, precision, and sustainability ensures continued dominance in advanced metal casting applications.