
Struggling with the efficiency of No-Bake sand mixing?
No-Bake Sand Mixing Machine is a type of industrial equipment used primarily in foundries to prepare molding sand using a no-bake process. This process uses a chemical binder system (typically a two- or three-part resin and hardener system) that hardens at room temperature without the need for baking in an oven.
While traditional no-bake sand mixing laid the groundwork for modern foundry practices, its manual and semi-automated workflows are plagued by inefficiencies, quality inconsistencies, and operational hazards.
Limitations of Traditional No-Bake Sand Mixing Methods
1. Labor-Intensive Operations
Manual Mixing and Ramming
Time-Consuming: Workers manually shovel sand, measure binders, and ram molds, leading to slow cycle times (e.g., 1–2 hours per mold vs. 10–20 minutes with automation).
Physical Fatigue: Prolonged manual labor increases the risk of musculoskeletal injuries and operator burnout.
Skill Dependency
Inconsistent mixing due to variations in operator experience, leading to defects like sand inclusions or weak mold strength.
2. Inconsistent Binder Dispersion
Poor Mixing Uniformity
Hand-operated paddle mixers or tumbling drums often fail to achieve homogeneous blending of resin, catalyst, and sand.
Resulting issues:
Gas Porosity: Localized binder-rich zones generate gas defects during metal pouring.
Veining: Uneven curing causes sand expansion cracks.
Imprecise Binder Ratios
Manual weighing introduces errors (±5–10% deviation vs. ±1% in automated systems).
Over-catalyzation accelerates curing, shortening the work time (usability window), while under-catalyzation risks incomplete hardening.
3. Limited Production Scalability
Batch Size Constraints
Small-batch mixing (typically 50–200 kg per cycle) cannot meet the demands of high-volume industries like automotive or aerospace.
Extended Curing Times
Ambient-temperature curing takes 30 minutes to 4 hours, delaying mold readiness and bottlenecking production lines.
4. High Scrap Rates
Defect-Prone Output
Manual workflows result in:
Mold Collapse: Insufficient ramming density.
Dimensional Inaccuracy: Irregular sand compaction.
Typical scrap rates: 10–20% for traditional methods vs. 2–5% for automated no-bake systems.
Rework Costs
Defective molds require time-consuming repairs or complete remakes, inflating labor and material expenses.
5. Material Waste
Short Work Time
Manual mixing delays between binder addition and mold ramming cause partial curing, rendering portions of sand unusable.
Binder Shelf Life
Resins degrade if improperly stored (e.g., exposure to moisture or temperature fluctuations), leading to wasted inventory.
No-Bake Sand Mixing Machines: Precision and Efficiency in Foundry Operations
No-Bake Sand Mixing Machines are critical to modern foundry workflows, enabling the production of high-quality molds and cores without thermal curing. By leveraging chemical binder systems that harden at room temperature, these machines streamline production, reduce energy costs, and improve casting accuracy.
Core Principles of the No-Bake Process
1. Binder Systems
- Two-Part Systems: Common combinations include:
- Phenolic Urethane (Part I: polyol resin; Part II: isocyanate hardener).
- Furan Resin (acid catalyst, e.g., phosphoric or sulfonic acid).
- Three-Part Systems: Additives like iron oxide or silanes enhance sand cohesion and reduce gas defects.
2. Room-Temperature Curing
- Binders polymerize chemically at ambient temperatures (15–30°C), eliminating the need for ovens or dryers.
- Curing times range from 10 minutes to 2 hours, depending on binder ratios and environmental conditions.
Key Features of a No-Bake Sand Mixer:
1.Continuous or Batch Operation:
- Continuous mixers provide a steady flow of mixed sand.
- Batch mixers mix a set amount per cycle.
2.Mixing Mechanism:
- Uses rotating paddles, blades, or a turbine to uniformly blend sand, resin, and catalyst.
3.Control System:
- Automated dosing and timing ensure accurate proportions of sand, binder, and catalyst.
- PLC-controlled versions allow for recipe management and precise adjustments.
4.Materials Handled:
- Silica sand (most common), chromite, zircon, and other specialty sands.
- Binders: Furan, Phenolic Urethane (PU), Alkyd, etc.
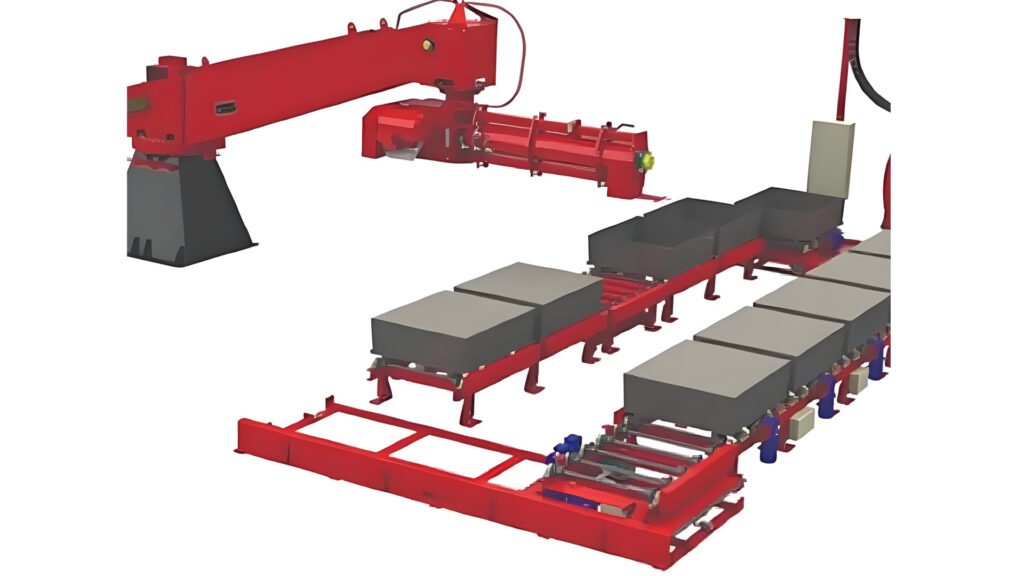
5.Applications:
- Used in the no-bake molding process, where sand is packed around a pattern and hardens chemically.
- Ideal for large, complex castings and short-run production.
Advantages Over Traditional Methods
1.Energy Efficiency
Eliminates oven curing, reducing energy use by 40–60% compared to baked systems.
2.Superior Casting Quality
Minimal gas porosity due to controlled binder ratios.
High dimensional accuracy for complex geometries (e.g., automotive engine blocks).
3.Flexibility
Compatible with a wide range of sands (silica, olivine, ceramic) and binder chemistries.
4.Reduced Lead Time
Faster curing enables just-in-time production for small to medium batches.
How No-Bake Sand Mixing Machine Enhancing Production Efficiency?
No-Bake Sand Mixing Machines optimize energy use, material consistency, and throughput, making them indispensable for modern foundries prioritizing sustainability and cost-effectiveness.
Elimination of Thermal Curing
These machines utilize chemical binder systems (e.g., furan resin, alkaline phenolic resin, or PEP-SET resin) that harden at room temperature, removing the need for energy-intensive oven curing.
This reduces energy consumption by 40–60% compared to traditional baked processes.
Automated Process Integration
PLC-controlled systems enable precise metering of binders and sand, ensuring consistent ratios (±2% accuracy) and minimizing material waste.
Flaskless molding and automated cycle programming streamline workflows for large-scale casting production.
Rapid Production Cycle
Curing times range from 10 minutes to 2 hours (depending on binder type), accelerating mold readiness for casting.
High-shear mixing blades ensure uniform binder dispersion, reducing rework caused by defects like gas porosity.
Flexibility in Material Compatibility
Compatible with diverse sands (silica, chromite) and binder chemistries (e.g., furan for precision casting, phenolic urethane for heavy machinery).
Modular designs allow retrofitting into existing foundry lines without major layout changes.
Reduced Labor Dependency
Fully automated mixing and molding cycles minimize manual intervention, lowering labor costs and human error risks.
Conclusion
No-Bake Sand Mixing Machines empower foundries to produce high-integrity molds with unmatched efficiency and precision. As binder technologies evolve and automation advances, these systems will remain indispensable for industries demanding rapid prototyping, energy savings, and reduced environmental impact. For optimal performance, align machine specifications with production volume, binder type, and sand characteristics.