

Struggling With How To Choose a No-Bake Sand Mixer?
A No Bake Sand Mixer is a piece of foundry equipment used to prepare chemically bonded sand mixtures for mold and core making in metal casting processes. Unlike traditional green sand systems, no-bake systems use a resin binder (usually phenolic urethane, furan, or alkaline phenolic) and a hardener/catalyst to cure the sand at room temperature, hence the term “no-bake.”
No-Bake Sand Mixers are critical to modern foundry operations, enabling efficient production of high-quality molds and cores for metal casting. Selecting the right mixer requires careful evaluation of technical specifications, process requirements, and long-term operational costs.
No-Bake Sand Mixers: A Critical Tool in Modern Foundry Operations
No-Bake Sand Mixers are indispensable in contemporary foundries, enabling the efficient production of high-strength chemically bonded sand molds and cores. Unlike traditional green sand systems that rely on clay and moisture, no-bake systems use synthetic resins and catalysts to cure molds at ambient temperatures. This technology improves dimensional accuracy, surface finish, and productivity in metal casting processes.
How No-Bake Sand Mixer Works?
1.Mixing Process:
The mixer combines base sand (typically silica, chromite, or zircon) with a liquid resin binder (e.g., phenolic urethane, furan, or alkaline phenolic) and a hardener/catalyst (e.g., isocyanate for phenolic urethane systems).
Precise metering of components ensures uniform distribution of the binder system.
2.Chemical Reaction:
The resin and hardener trigger a polymerization reaction, bonding sand grains without requiring heat.
Curing begins immediately and completes within minutes to hours, depending on the resin type and ambient conditions.
3.Key Components of the Mixer:
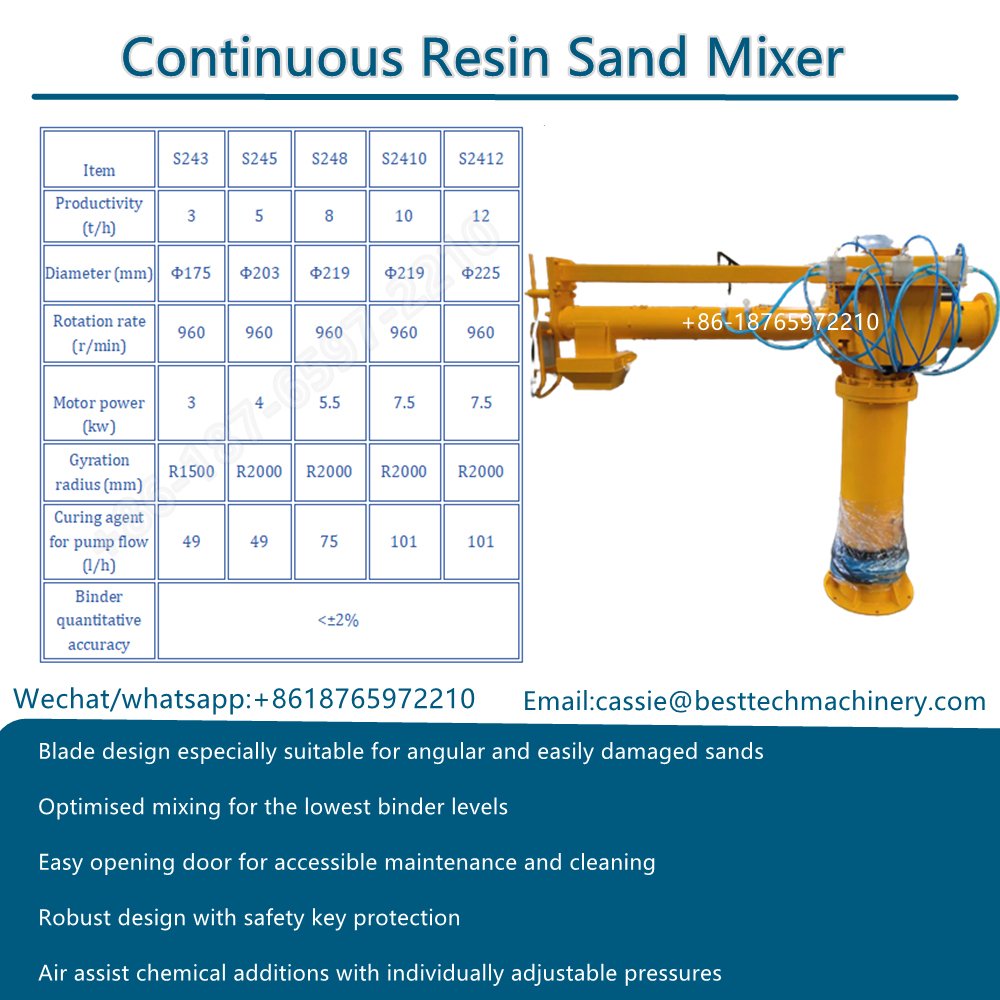
Batch or Continuous Mixing Design: Modern mixers may operate in batch modes (for small-scale production) or continuous modes (for high-volume foundries).
Agitators and Blades: Optimized for homogeneous mixing while minimizing sand degradation.
Automated Control Systems: Ensure precise resin-to-sand ratios and repeatability.
Advantages of No-Bake Systems
Superior Mold Properties:
High strength and dimensional stability for complex castings.
Reduced gas defects compared to green sand.
Energy Efficiency:
Eliminates the need for baking ovens, reducing energy consumption.
Versatility:
Compatible with ferrous and non-ferrous alloys (e.g., iron, steel, aluminum).
Adjustable work time (set time) based on resin selection.
Sustainability:
Reclaimed sand can often be reused after thermal reclamation processes.
Key Considerations When Choosing a No-Bake Sand Mixer
No-Bake Sand Mixers are critical to modern foundry operations, enabling efficient production of high-quality molds and cores for metal casting. Selecting the right mixer requires careful evaluation of technical specifications, process requirements, and long-term operational costs.
1. Mixing Efficiency and Uniformity
Homogeneous Mixing: Ensure the mixer achieves uniform binder distribution across sand grains. Inconsistent mixing leads to weak spots in molds, increasing scrap rates.
Mixing Speed: Balance between rapid mixing (to minimize curing onset) and avoiding sand degradation from excessive shear forces.
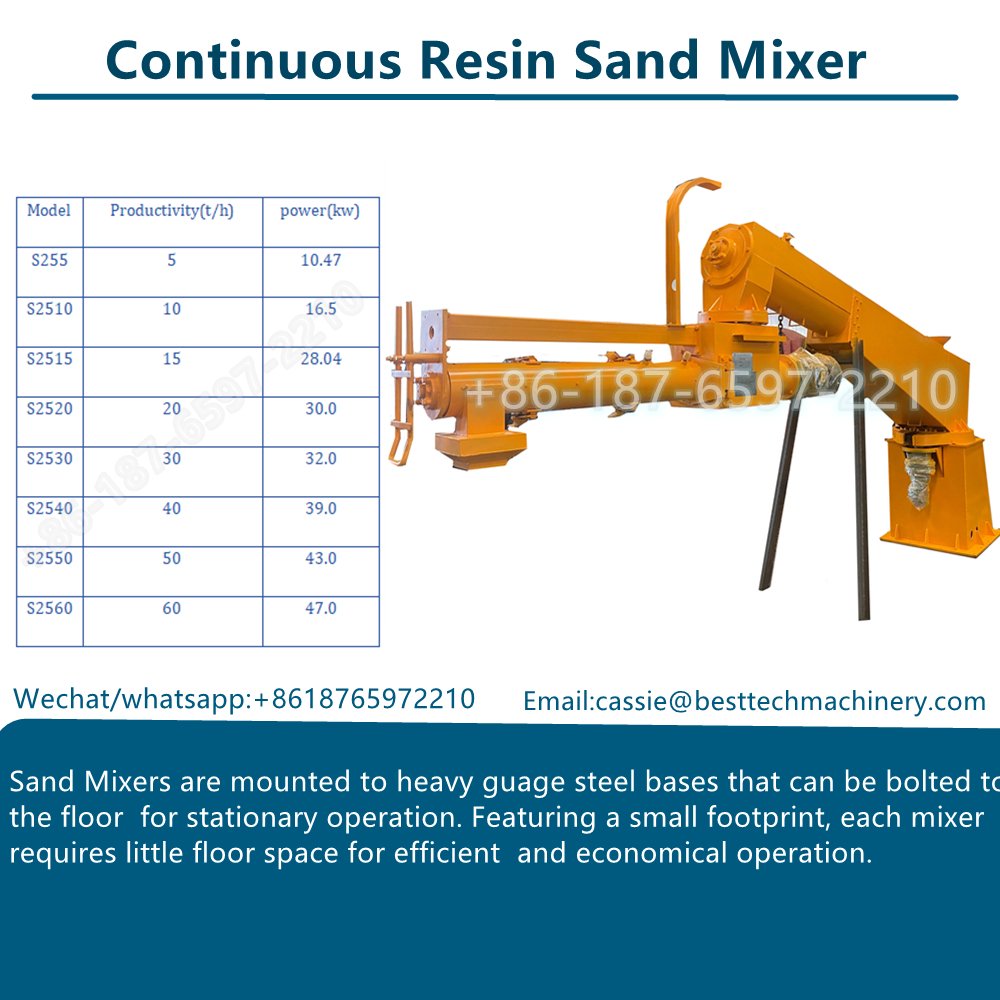
Capacity: Choose batch size (e.g., 100 kg to 5 tons) or continuous mixing based on production volume. High-volume foundries benefit from continuous mixers.
2. Material Compatibility
Sand Type: Verify compatibility with silica, chromite, zircon, or reclaimed sand. Some mixers handle abrasive sands better than others.
Resin-Hardener Systems:
Match mixer design to resin type (e.g., phenolic urethane, furan, alkaline phenolic). For example, phenolic urethane requires precise isocyanate metering.
Avoid cross-contamination between incompatible binder systems (e.g., furan vs. alkaline phenolic).
3. Control and Automation
Precision Metering: Look for automated dosing systems for resin, hardener, and additives. Manual systems increase variability and waste.
Programmable Logic Controllers (PLCs): Enable repeatable mixing cycles, adjustable mixing times, and real-time monitoring of ratios.
Data Logging: Advanced mixers track process parameters (e.g., humidity, temperature) for quality control and troubleshooting.
4. Maintenance and Durability
Ease of Cleaning: Resin residues harden quickly; choose mixers with smooth surfaces, removable blades, and CIP (Clean-in-Place) systems.
Wear Resistance: Opt for abrasion-resistant materials (e.g., hardened steel blades, polyurethane liners) to extend component lifespan.
Spare Parts Availability: Ensure critical components (seals, agitators) are standardized and readily available to minimize downtime.
Why Choose No-Bake Sand Mixer?
In the competitive landscape of metal casting, foundries must prioritize efficiency, precision, and flexibility to meet evolving industry demands. The No-Bake Sand Mixer has emerged as a cornerstone technology for producing high-quality chemically bonded molds and cores.
1. High Efficiency and Speed
Rapid Mixing Cycles: No-bake systems blend sand, resin, and catalyst in seconds, minimizing delays and accelerating mold production.
No Baking Required: Eliminates energy-intensive oven curing, reducing cycle times by up to 50% compared to green sand or shell molding.
Continuous Operation: High-volume foundries benefit from continuous mixers that operate nonstop, maximizing throughput.
2. Superior Mold Quality
Exceptional Dimensional Accuracy: Chemically bonded sand retains shape better than green sand, reducing post-casting machining.
High Strength: Molds and cores withstand high metal pouring temperatures without collapsing, ideal for heavy castings like engine blocks or turbine housings.
Smooth Surface Finish: Reduces defects like veining or inclusions, critical for aerospace and automotive components.
3. Flexibility in Material and Design
Versatile Resin Systems: Compatible with phenolic urethane, furan, and alkaline phenolic binders, allowing customization for specific casting needs.
Adaptable to Complex Geometries: Produces intricate cores and molds for parts with thin walls or fine details.
Works with Diverse Sands: Silica, chromite, zircon, or reclaimed sand can be used, optimizing cost and performance.
4. Cost-Effectiveness
Lower Labor Costs: Automated dosing and mixing reduce manual intervention, minimizing human error.
Reduced Scrap Rates: Consistent mixing ensures uniform binder distribution, lowering rejection rates due to weak molds.
Energy Savings: No-bake curing at ambient temperatures slashes energy bills compared to baked or thermally cured systems.
Conclusion
No-Bake Sand Mixers represent a cornerstone of advanced foundry technology, balancing efficiency, precision, and adaptability. As metalcasting evolves toward greener and more automated practices, innovations in resin chemistry and mixer design will continue to drive the industry forward.