

Safety at Every Turn: Master the Essentials of Rotary Table Blasting Operations.
Rotary Table Shot Blasting Machine is a powerhouse for treating complex, symmetrical parts. But its high-energy environment requires strict adherence to safety protocols to ensure both personnel protection and machine longevity.
Introduction
A Rotary Table Shot Blasting Machine is stable equipment.
Heavy parts go on the table.
Table rotates.
Turbine throws steel shot at 60–80 m/s.
Simple structure.
But high kinetic energy.
If operated incorrectly, consequences are serious:
- Workpiece drop
- Turbine damage
- Bearing failure
- Dust explosion risk
- Operator injury
Safety is not paperwork.
Safety is discipline.
This guide explains how to operate and maintain rotary table shot blasting machine correctly — from workshop engineer perspective.
1. Understand the Machine Before Operation
Before touching any industrial shot blasting machine, operator must understand:
- Turbine system
- Abrasive circulation system
- Turntable drive mechanism
- Dust collection system
- Electrical interlock logic
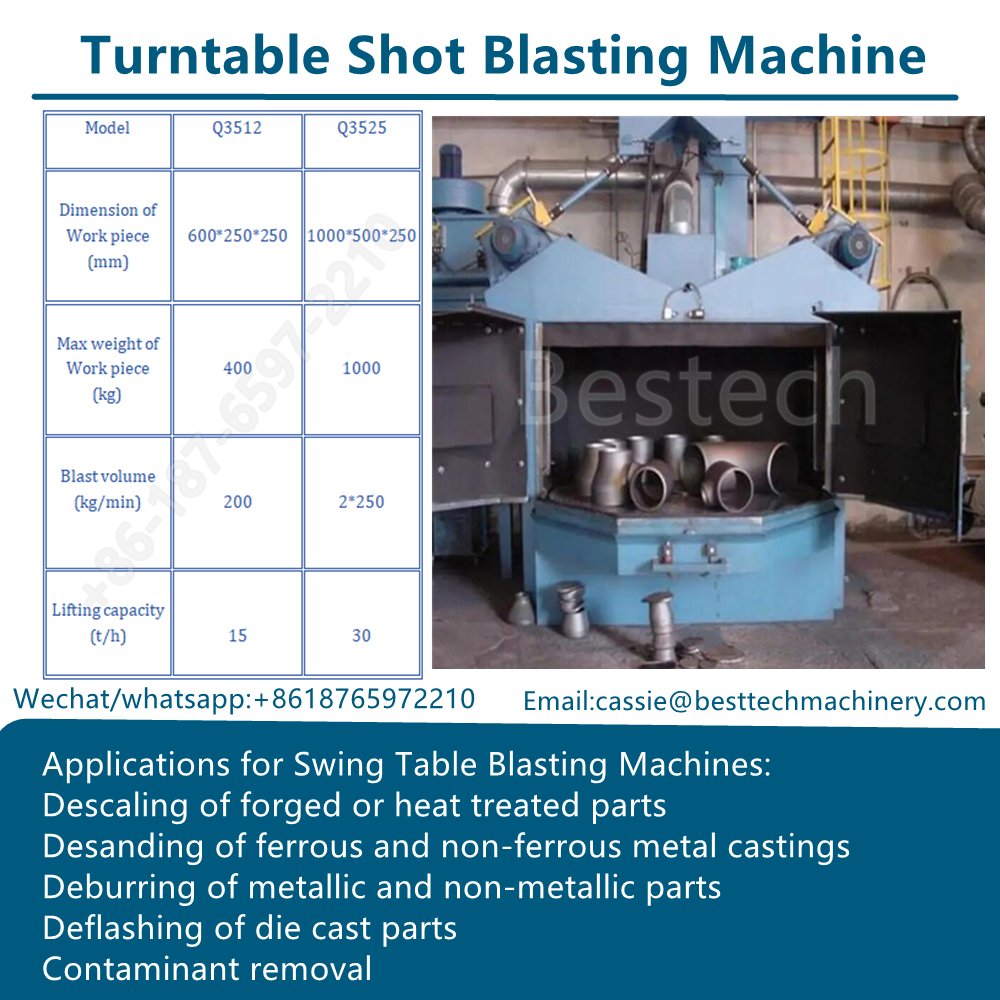
Rotary table parameters typically include:
| Parameter | Typical Range |
|---|---|
| Table Diameter | 800–3000 mm |
| Load Capacity | 500–5000 kg |
| Turbine Power | 7.5–22 kW |
| Turbine Speed | ~2900 rpm |
| Shot Velocity | 60–80 m/s |
| Rotation Speed | 1–5 rpm |
This is high-speed rotating equipment.
It must follow machinery safety design principles such as:
👉 ISO 12100
If operator doesn’t understand the system, mistakes are guaranteed.
2. Pre-Operation Safety Inspection (Every Shift)
Professional workshop runs checklist before startup.
2.1 Mechanical Inspection
✔ Check turbine blade wear
✔ Check liner plate thickness (Mn13 typically 8–12 mm)
✔ Confirm table rotation smooth
✔ Ensure no crack in table structure
✔ Verify reducer oil level
If liner worn through, steel shot hits chamber wall directly.
That is expensive mistake.
2.2 Electrical Safety Check
✔ Test emergency stop
✔ Confirm door interlock working
✔ Inspect grounding system
✔ Check overload protection
Export machines should comply with:
👉 CE Marking
Never bypass door interlock.
Never.
2.3 Dust System Check
✔ Filter cartridge condition
✔ Pulse valve working
✔ Fan motor current
✔ Dust bin not full
Dust exposure must respect:
👉 OSHA workplace limits
Dust is not only dirty.
Dust destroys electrical systems.

3. Safe Loading Procedures
Most accidents happen during loading.
Follow strict rules:
- Do not exceed rated table load
- Place workpiece centered
- Ensure stable positioning
- Avoid loose small components
Unbalanced loading causes:
- Vibration
- Bearing wear
- Reducer stress
- Cleaning unevenness
Load capacity is not suggestion.
It is mechanical limit.
4. Safe Start-Up Procedure
Correct startup sequence:
- Start dust collector
- Start abrasive circulation system
- Start turntable rotation
- Start turbine last
Wrong sequence causes:
- Dust overflow
- Abrasive accumulation
- Turbine overload
Always monitor motor current during startup.
Abnormal current means blockage or mechanical issue.
5. Monitoring During Operation
Do not walk away.
During blasting, monitor:
✔ Vibration level
✔ Abnormal sound
✔ Current fluctuation
✔ Dust leakage
✔ Cleaning uniformity
Surface quality reference:
👉 ISO 8501-1
Typical target:
- Sa 2.5
- Sa 3
If vibration increases suddenly, stop immediately.
Continuing operation turns small problem into major failure.
6. Shutdown Procedure (Important but Often Ignored)
Proper shutdown sequence:
- Stop turbine
- Continue table rotation 30–60 seconds
- Stop abrasive system
- Stop dust collector last
This prevents:
- Abrasive pile-up
- Dust backflow
- Turbine stress
Discipline extends machine life.
7. Maintenance Safety Procedures
Before entering chamber:
✔ Main power OFF
✔ Lock-out / tag-out
✔ Confirm turbine fully stopped
✔ Remove residual abrasive
Maintenance checklist:
| Item | Frequency |
|---|---|
| Blade inspection | Weekly |
| Liner thickness check | Monthly |
| Bearing lubrication | Monthly |
| Separator cleaning | Monthly |
| Full system inspection | Quarterly |
Blade life typically:
400–800 hours (depending on abrasive).
Do not replace one blade only.
Always replace full set to maintain balance.
8. Common Safety Mistakes in Rotary Table Shot Blasting Machine
Let’s be honest.
Most workshop failures come from:
- Overloading table
- Ignoring vibration
- Using poor-quality abrasive
- Skipping maintenance
- Bypassing safety interlock
- Running machine with dust system off
These are not engineering problems.
These are discipline problems.
9. Emergency Handling Procedures
Stop immediately if:
- Strong vibration
- Workpiece shift or drop
- Fire or smoke
- Abrasive leakage
- Electrical burning smell
Procedure:
- Emergency stop
- Cut main power
- Investigate cause
- Do not restart without inspection
Never gamble with rotating equipment
10. Long-Term Smooth Operation Strategy
To ensure smooth operations and maintenance:
✔ Train operators quarterly
✔ Keep spare blades in stock
✔ Maintain vibration monitoring record
✔ Control abrasive quality
✔ Keep dust collector clean
✔ Record machine running hours
Rotary table shot blasting machine service life:
8–12 years under proper maintenance.
Without discipline?
Maybe 3–5 years.
Final Words
A Rotary Table Shot Blasting Machine is reliable.
But reliability is earned.
Not automatic.
If you respect:
- Mechanical limits
- Safety procedures
- Maintenance schedules
- International standards
The machine will run stable for years.
If you ignore small vibration or dust leakage,
The machine will punish you later.
In workshop, we believe one rule:
Stable production starts from safe operation.