

More than a Machine: Engineering Support that Keeps You Running
Buying a shot blaster is an investment; maintaining its efficiency is a strategy. We don’t just ship a Hanger Shot Blasting Machine—we provide a lifecycle of technical support.
Introduction
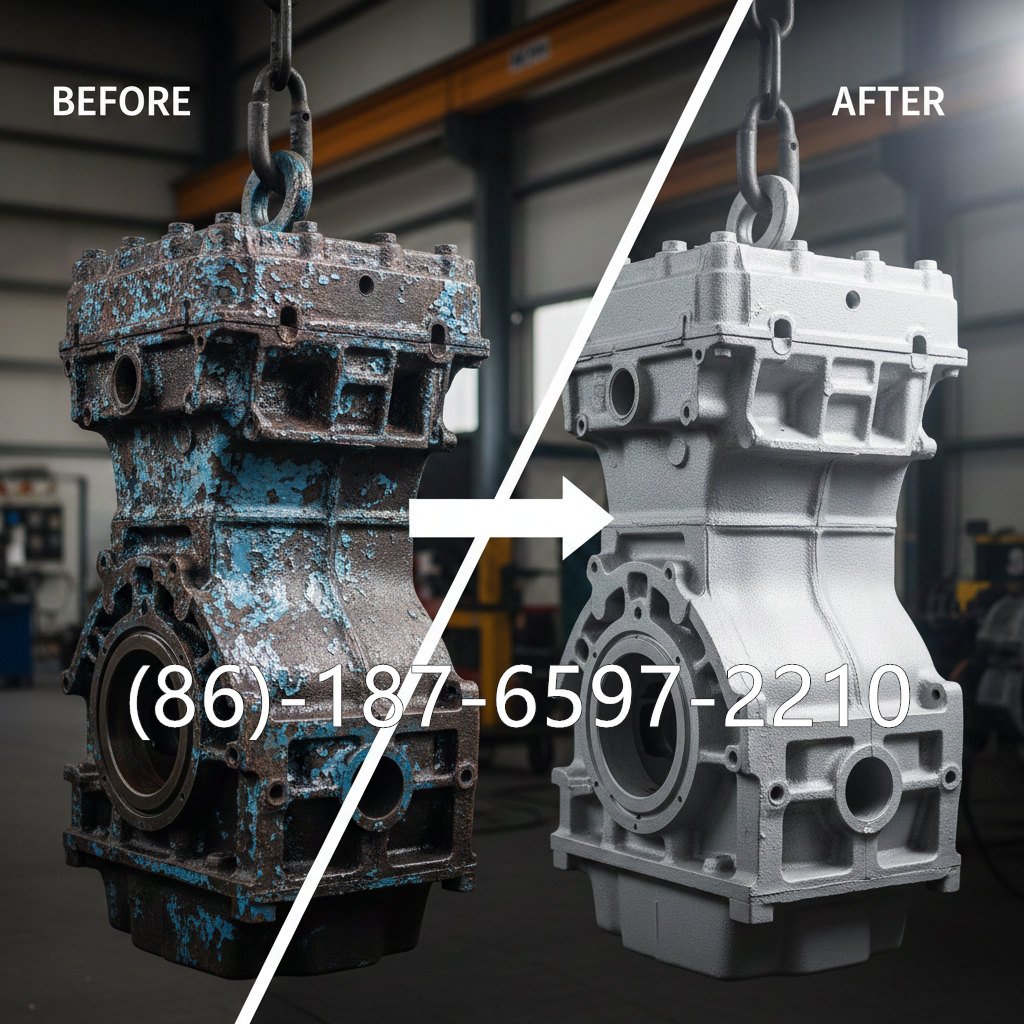
In metal fabrication and foundry workshop, surface treatment is not decoration.
It is quality control.
A Hanger Shot Blasting Machine is designed for heavy, irregular, and complex workpieces such as castings, forgings, welded structures, and steel components.
But many buyers only look at price.
Experienced engineers look at:
- Turbine performance
- Abrasive circulation efficiency
- Dust collection capability
- Safety system design
- Technical support strength
Because equipment without strong technical support is just iron.
Let’s go deep.

1. Core Structural Features of Hanger Shot Blasting Machine
1.1 Blast Turbine System
The heart of the machine is the blast wheel (turbine).
Typical technical parameters:
- Turbine power: 7.5 kW – 22 kW
- Turbine speed: 2800–3000 rpm
- Shot velocity: 60–80 m/s
- Abrasive flow rate: 150–250 kg/min per turbine
High efficiency turbine design improves cleaning uniformity and reduces energy consumption.
Advanced turbines use:
- Double-disc impeller
- Wear-resistant Mn13 liner
- Dynamically balanced blades
If turbine is not balanced properly, vibration will destroy bearings within months.
1.2 Abrasive Circulation System
A professional hanger shot blasting machine includes:
- Screw conveyor
- Bucket elevator
- Separator
- Storage hopper
Separator efficiency should reach ≥ 95%.
Poor separation means:
- Broken shot enters turbine
- Blade wear increases
- Cleaning quality decreases
This system is the “blood circulation” of the machine.
1.3 Hanger & Rotation Mechanism
Designed for suspended workpieces:
- Single hook load capacity: 300 kg – 2000 kg
- Hook rotation speed: 2–6 rpm
- Optional double-hook system for higher productivity
Balanced rotation ensures:
- Uniform blasting
- No shadow area
- Reduced vibration
Improper loading is the most common cause of chamber damage.
1.4 Dust Collection System
Dust control is not optional.
According to OSHA guidelines, industrial dust exposure must be controlled to protect workers.
Modern systems use:
- Cartridge dust collector
- Pulse jet cleaning
- Filtration efficiency ≥ 99%
Air volume design reference:
- 4000–12000 m³/h depending on chamber size
Clean workshop = stable bearings + safe operators.
2. International Standards and Compliance
Professional buyers always ask:
“According to which standards is your machine designed?”
Here are key references:
Machinery Safety
- ISO 12100 – Safety of machinery
- CE Marking – EU compliance requirement
Surface Preparation Standards
- ISO 8501-1
- SSPC-SP10
Shot blasting quality should achieve:
- Sa 2.5 (Near white metal)
- Surface roughness: 40–75 μm
If supplier cannot explain these standards clearly, they are not professional.
3. Technical Parameters Reference (Q3710 Model)
| Item | Q3710 Specification |
|---|---|
| Workpiece Max Weight | 1000 kg |
| Turbine Quantity | 2 units |
| Turbine Power | 11 kW × 2 |
| Cleaning Efficiency | 30–60 hooks/hour |
| Dust Collector Power | 7.5 kW |
| Abrasive Consumption | 1–2 kg/ton steel |
| Chamber Material | Mn13 wear-resistant steel |
Actual configuration depends on project requirement.
Never choose machine without workload calculation.
4. Technical Support — What Really Matters
Buying machine is easy.
Running it 5–10 years is difficult.
Real technical support includes:
4.1 Pre-Sales Engineering Support
- Workpiece drawing analysis
- Cleaning grade confirmation
- Turbine layout simulation
- Foundation drawing supply
Professional supplier calculates:
- Impact angle
- Coverage ratio
- Abrasive cycle speed
Not guessing. Calculating.
4.2 Installation & Commissioning
On-site support should include:
- Turbine dynamic balance test
- Abrasive flow adjustment
- Separator calibration
- Electrical interlock test
Without commissioning, machine performance drops 20–30%.
4.3 Spare Parts & Wear Parts Support
Key wear parts:
- Blades
- Control cage
- Liner plates
- Elevator belt
Mn13 liners should last 2000–4000 hours depending on usage.
A supplier must provide:
- Spare parts list
- Wear prediction schedule
- Maintenance manual
No spare support = production risk.
4.4 After-Sales Technical Guidance
Strong manufacturers offer:
- Remote troubleshooting
- Annual maintenance plan
- Turbine upgrade solution
- Energy-saving optimization
Machine performance can improve 10–15% with correct tuning.
5. Energy Efficiency & Cost Control
Shot blasting is energy-consuming.
Optimization points:
- High-efficiency turbine design
- Variable frequency control (VFD)
- Proper abrasive size selection
- Balanced load operation
Energy consumption reference:
- 0.8–1.2 kWh per ton of steel
Cheap machine often costs more electricity.
Engineer understands lifetime cost, not only purchase cost.
6. Common Technical Problems and Engineering Solutions
Problem 1: Uneven Cleaning
Cause: Turbine angle wrong
Solution: Adjust blast direction, check rotation speed
Problem 2: Excessive Vibration
Cause: Blade wear imbalance
Solution: Replace full set of blades, dynamic balancing
Problem 3: High Dust Leakage
Cause: Seal wear or filter blockage
Solution: Replace sealing rubber, clean filter
Ignore small problem → big shutdown.
7. Why Technical Support Determines Machine Lifespan
A hanger shot blasting machine is designed for:
- 8–15 years service life
But only if:
- Maintenance schedule followed
- Abrasive quality controlled
- Overload avoided
- Safety system intact
Equipment is mechanical.
Stability comes from discipline.
Conclusion
A Hanger Shot Blasting Machine is not just a cleaning device.
It is:
- Surface quality controller
- Production efficiency driver
- Safety-sensitive industrial equipment
Real value depends on:
- Technical design
- International standard compliance
- Engineering support strength
- After-sales reliability
In workshop, we don’t believe in marketing words.
We believe in:
- Stable vibration reading
- Uniform Sa 2.5 surface
- Long blade lifetime
- Low dust emission
That is real performance.