

Ever wonder why the Jolt Squeeze machine remains a foundry staple?
Jolt squeeze sand molding machine is a type of foundry equipment used to produce green sand molds for metal casting. It compacts molding sand around a pattern by combining two actions: jolting (vertical vibration impact) and squeezing (high-pressure compression).
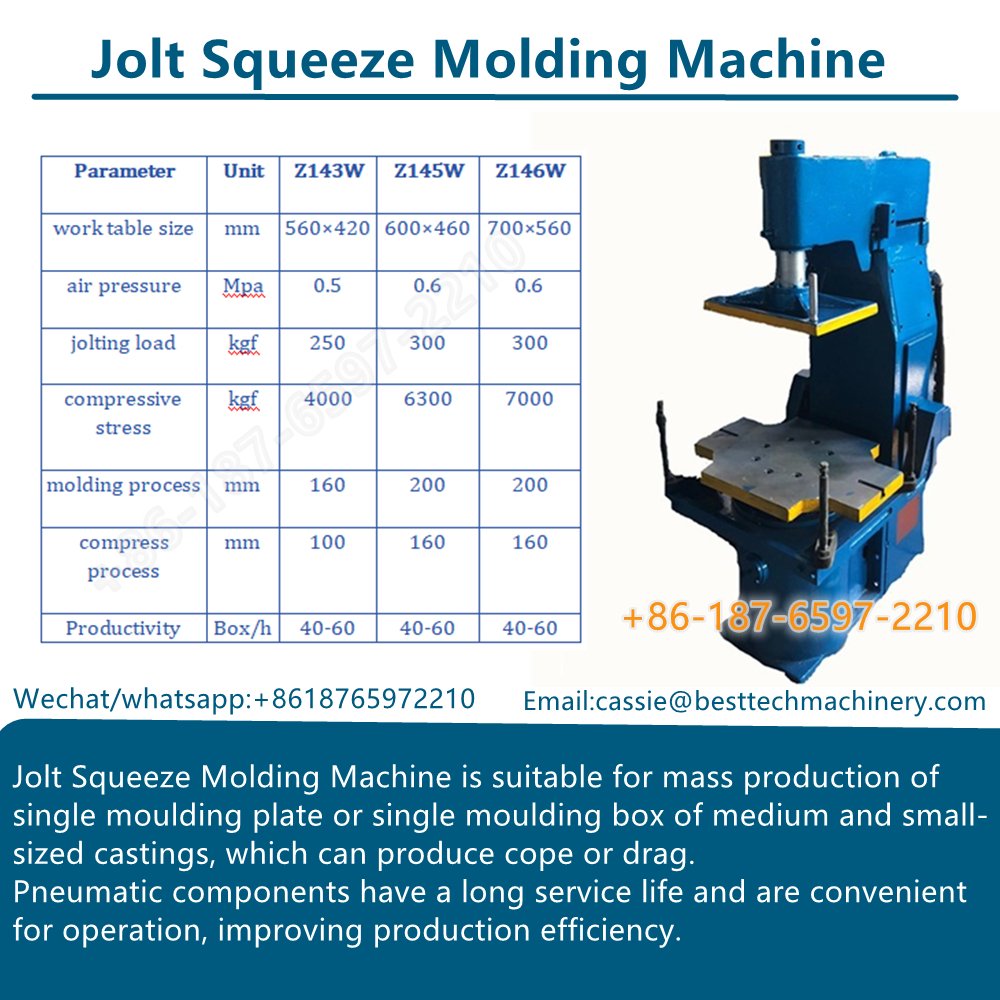
It is widely used in small and medium-sized foundries because of its simple structure, stable performance, and low investment cost.
Introduction
In traditional green sand casting production, the Jolt Squeeze Sand Molding Machine remains one of the most widely used molding systems due to its simple mechanical structure, stable compaction performance, and economical investment cost.
For small and medium-sized foundries, this machine provides:
- Reliable mold hardness
- Stable dimensional accuracy
- Easy operation and maintenance
- Low equipment investment
From an engineering perspective, understanding its working principle and implementing correct maintenance procedures are essential to ensure consistent casting quality and long-term operational stability.
1. What Is a Jolt Squeeze Sand Molding Machine?
A Jolt Squeeze Sand Molding Machine is a mechanical green sand molding system that combines two compaction technologies:
- Jolt compaction (impact compaction)
- Squeeze compaction (static pressure compaction)
The combination of these two methods ensures uniform sand density distribution throughout the mold cavity, making it especially suitable for small and medium iron castings.
This type of machine is commonly used in:
- Gray iron casting production
- Ductile iron casting workshops
- Small batch casting manufacturing
2. Working Principle of Jolt Squeeze Sand Molding Machine
2.1 Jolt Compaction Process
The jolt mechanism uses repeated vertical impacts to compact molding sand.
Working Procedure:
- The flask filled with green sand is positioned on the machine table.
- Compressed air enters the jolt cylinder.
- The table lifts upward rapidly.
- The table drops suddenly due to gravity.
- Repeated impacts compact the sand from bottom upward.
Typical Technical Parameters:
| Parameter | Typical Range |
|---|---|
| Jolt frequency | 60–120 times/min |
| Jolt stroke | 50–100 mm |
| Working air pressure | 0.5–0.7 MPa |
| Air consumption | 0.3–0.6 m³/cycle |
During the jolt stage, sand particles rearrange and increase density in the lower mold area, forming the base compaction layer.
2.2 Squeeze Compaction Process
After jolt compaction, the squeeze mechanism applies vertical static pressure from the top.
Working Procedure:
- The squeeze head descends.
- Pneumatic or hydraulic force is applied.
- Sand is compacted evenly from top to bottom.
- Required mold hardness is achieved.
Typical Technical Parameters:
| Parameter | Typical Range |
|---|---|
| Squeeze pressure | 0.6–1.0 MPa |
| Squeeze stroke | 150–300 mm |
| Mold hardness | 80–95 (Green hardness tester) |
| Cycle time | 20–40 seconds/mold |
The squeeze stage significantly improves:
- Surface finish quality
- Dimensional accuracy
- Mold strength
3. Main Structural Components
The main assemblies of the Jolt Squeeze molding machine include:
- Machine frame
- Jolt cylinder
- Squeeze cylinder
- Pattern plate system
- Pneumatic control system
- Hydraulic system (for hydraulic squeeze type)
- Electrical control cabinet
Each system must operate in coordination to maintain stable molding quality.

4. International Standards and Technical References
Although jolt squeeze machines are mechanical systems, their operation and casting quality should comply with relevant standards:
- ISO 8062 – Geometrical Product Specifications (GPS) for castings
- ASTM International E10 / E18 – Hardness testing standards
- DIN EN 1247 – Foundry machinery safety requirements
Additionally, green sand properties should meet internal foundry quality control standards:
- Moisture content: 3.0–4.5%
- Compactability: 35–45%
- Permeability: 80–140
Standardized production ensures consistent casting performance and export compliance.
5. Advantages of Jolt Squeeze Sand Molding Machine
Based on engineering experience, this machine offers:
- Simple mechanical structure
- Low investment cost
- Stable mold hardness
- Easy maintenance
- Suitable for small and medium production
However, compared with automatic molding lines, labor intensity is relatively higher and productivity is moderate.
6. Maintenance Methods and Servicing Guide
Preventive maintenance directly influences equipment lifespan and production efficiency.
6.1 Daily Inspection Checklist
Operators should verify:
- Air pressure stability (0.5–0.7 MPa)
- Cylinder sealing condition
- Lubrication status
- Bolt tightness
- Electrical system safety
- Absence of air leakage
6.2 Lubrication Management
Lubrication points include:
- Guide columns
- Sliding rails
- Jolt mechanism
- Squeeze mechanism
Recommended frequency:
- High production: once per shift
- Normal production: once per day
Use industrial-grade lubricants according to equipment specifications.
6.3 Pneumatic System Maintenance
The pneumatic system is the primary power source.
Maintenance procedures:
- Drain water from air filter daily
- Clean filter weekly
- Inspect solenoid valves
- Maintain stable pressure (0.5–0.7 MPa)
Unstable air pressure will cause inconsistent mold hardness.
6.4 Hydraulic System Maintenance (If Applicable)
For hydraulic squeeze type:
- Check oil level monthly
- Replace hydraulic oil every 6–12 months
- Maintain oil temperature below 60°C
- Inspect leakage points regularly
Contaminated oil can damage seals and reduce pressure stability.
6.5 Wear Parts Management
Common wear parts:
- Sealing rings
- Guide sleeves
- Impact pads
- Air valves
Timely replacement prevents unexpected downtime.
7. Troubleshooting Guide
| Problem | Possible Cause | Recommended Solution |
|---|---|---|
| Uneven mold hardness | Insufficient jolt cycles | Increase jolt frequency |
| Sand collapse | Low squeeze pressure | Adjust pressure setting |
| Excessive vibration | Loose structural bolts | Tighten and inspect frame |
| Slow table movement | Air leakage | Check pneumatic pipeline |
| Poor casting surface | Improper sand moisture | Adjust moisture to 3–4.5% |
Preventive inspection can reduce unexpected failures by more than 60–70%.
8. Practical Engineering Recommendations
To achieve stable production:
- Maintain sand moisture at 3.0–4.5%
- Control sand temperature below 45°C
- Perform monthly preventive maintenance
- Record molding parameters daily
- Calibrate pressure gauges quarterly
Stable sand control is as important as equipment maintenance.
9. FAQ
Q1: What is the difference between jolt and squeeze compaction?
Jolt compaction uses impact force from repeated drops, while squeeze compaction uses static pressure to achieve uniform sand density.
Q2: What is the typical production capacity?
Typically 80–150 molds per hour depending on flask size and automation level.
Q3: Is hydraulic squeeze better than pneumatic squeeze?
Hydraulic squeeze provides more stable and higher pressure, suitable for higher mold hardness requirements.
Conclusion
The Jolt Squeeze Sand Molding Machine remains a reliable and cost-effective solution for green sand casting production.
By understanding its working principle, following international standards, and implementing systematic maintenance management, foundries can achieve:
- Stable mold quality
- Extended equipment lifespan
- Lower maintenance costs
- Improved production efficiency
For small and medium-sized foundries, it continues to be one of the most practical molding solutions available.