
Is your Rotary Table Shot Blaster losing its “punch”?
Table Shot Blasting Machine is a powerhouse for heavy castings and weldments, but in a high-wear environment, even the best machines face friction.
Introduction
Table Shot Blasting Machine (also called turntable shot blasting machine) is built for stability.
Heavy parts.
Flat components.
Rotary exposure.
But even the best industrial shot blasting machine will have problems.
The difference between a normal factory and a professional factory is this:
When problem happens — do you guess?
Or do you analyze?
This guide is written from workshop engineer perspective.
No theory only.
Only practical troubleshooting logic.
1. Uneven Cleaning Surface (Sa 2.5 Not Achieved)
Symptom
- Surface still has rust patches
- Cleaning grade lower than Sa 2.5
- Surface roughness inconsistent
Cleaning standards reference:
- ISO 8501-1
Target grade normally: Sa 2.5 or Sa 3.
Possible Causes
- Turbine angle deviation
- Turntable rotation speed incorrect
- Abrasive flow rate insufficient
- Worn turbine blades
- Separator efficiency low
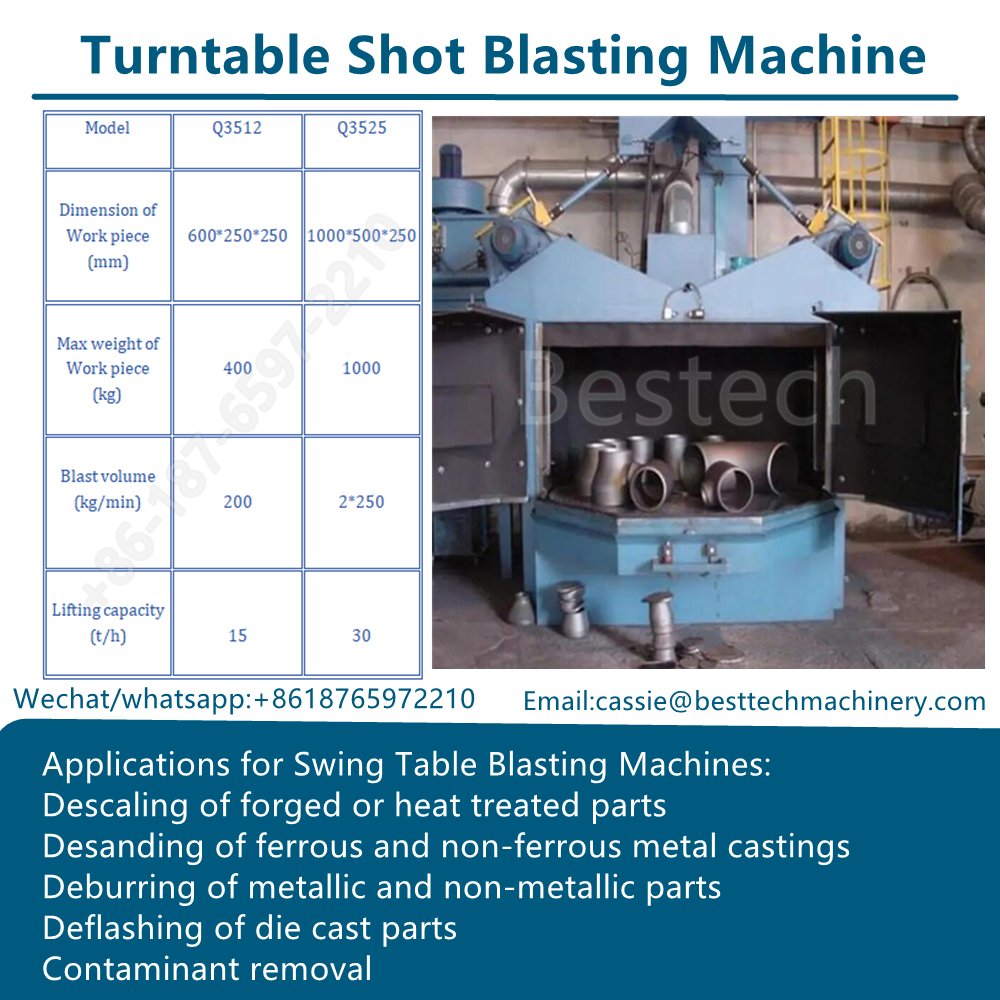
Technical Parameters Check
| Item | Standard Range |
|---|---|
| Turbine Speed | 2800–3000 rpm |
| Shot Velocity | 60–80 m/s |
| Turntable Speed | 1–5 rpm |
| Abrasive Flow | 150–250 kg/min |
If abrasive flow drops 20%, cleaning quality drops significantly.
Engineering Solution
- Adjust blast angle
- Replace full set of blades (never replace single blade)
- Increase abrasive flow
- Inspect separator air volume
In most cases, uneven cleaning is turbine layout issue.
2. Excessive Vibration of Table Shot Blasting Machine
Symptom
- Abnormal shaking
- Bearing temperature rise
- Noise increase
Vibration is early warning.
Ignore it → bearing failure → downtime.
Possible Causes
- Turbine dynamic imbalance
- Blade wear uneven
- Turntable eccentric loading
- Reducer misalignment
Professional design should follow:
- ISO 12100
Dynamic balancing is mandatory before installation.
Troubleshooting Steps
- Stop machine immediately
- Inspect turbine impeller
- Replace complete blade set
- Check turntable bearing clearance
- Verify load symmetry
Unbalanced turbine at 2900 rpm destroys system fast.
Never continue operation with vibration.
3. Excessive Dust Leakage
Symptom
- Dust visible around door
- Workshop visibility reduced
- Filter pressure abnormal
Dust exposure must comply with:
- OSHA guidelines
- CE Marking environmental requirement
Possible Causes
- Door sealing strip worn
- Cartridge filter clogged
- Pulse valve failure
- Air volume insufficient
Technical Reference
| Item | Standard Value |
|---|---|
| Filtration Efficiency | ≥ 99% |
| Air Volume | 4000–10000 m³/h |
| Pulse Pressure | 0.5–0.7 MPa |
Engineering Solution
- Replace sealing rubber
- Clean or replace filter cartridge
- Check pulse control system
- Increase fan capacity if undersized
Dust is not cosmetic issue.
It damages bearings and electrical cabinet.

4. Abrasive Circulation Failure
Symptom
- Abrasive not returning properly
- Elevator abnormal noise
- Cleaning efficiency drops
Possible Causes
- Screw conveyor blockage
- Broken elevator belt
- Separator airflow incorrect
- Excess broken shot accumulation
Separator efficiency must be ≥95%.
If broken abrasive enters turbine:
Blade wear increases rapidly.
Solution
- Stop machine
- Clean screw conveyor
- Check elevator tension
- Remove waste abrasive
Abrasive system is blood circulation of table shot blasting machine.
If blocked, machine cannot work normally.
5. Turntable Rotation Problem
Symptom
- Table not rotating
- Jerky movement
- Rotation speed unstable
Possible Causes
- Reducer damage
- Frequency inverter fault
- Bearing wear
- Overload operation
Typical parameters:
| Item | Normal Range |
|---|---|
| Load Capacity | 500–5000 kg |
| Rotation Speed | 1–5 rpm |
| Motor Power | 1.5–7.5 kW |
Overloading is common mistake.
Machine rated capacity is not suggestion.
It is limit.
6. High Power Consumption
If electricity bill increases:
Check:
- Turbine blade wear
- Abrasive size incorrect
- Dust collector blockage
- Over-blasting time
Energy consumption reference:
0.8–1.2 kWh per ton of steel.
Poor maintenance can increase 15–25%.
7. Noise Above Normal Level
Typical noise range: 85–100 dB.
If noise increases:
- Blade broken
- Liner plate loose
- Abrasive hitting exposed steel wall
Check chamber liner thickness:
Mn13 liner typically 8–12 mm.
If worn through, impact noise increases sharply.
Preventive Maintenance Checklist (Recommended)
Daily:
- Check vibration
- Inspect door seal
- Monitor motor current
Weekly:
- Inspect turbine blade wear
- Check abrasive cleanliness
Monthly:
- Inspect liner thickness
- Check bearing lubrication
- Test emergency stop interlock
Preventive maintenance reduces major failure by 40%.
When Should You Stop the Machine Immediately?
Stop immediately if:
- Strong vibration appears
- Workpiece falls
- Fire or smoke detected
- Abrasive leakage large
- Electrical burning smell
Do not gamble with rotating equipment.
Final Engineering Advice
A Table Shot Blasting Machine is stable equipment.
But stability depends on:
- Correct loading
- Regular inspection
- Abrasive quality control
- Turbine balancing discipline
Most serious failures start from small ignored vibration.
Professional workshop does not wait for breakdown.
They monitor early signs.
Need Technical Support?
If your turntable shot blasting machine has:
- Uneven cleaning
- High vibration
- Dust problems
- Low efficiency
Provide:
- Model number
- Turbine power
- Table diameter
- Cleaning requirement (Sa 2.5 or Sa 3)
- Daily capacity
We can help analyze root cause and optimize configuration.
Stable production is not luck.
It is engineering.