

Is Your Green Sand Quality Impacting Your Casting Yield?
In a busy foundry, the Roller Type Green Sand Mixer is the heart of the molding line. When the sand isn’t right, the castings aren’t right. Scabs, pinholes, and poor surface finishes often trace back to one place: The Mixer.
At Bestech Machinery, we believe that understanding your equipment is the first step to perfecting your output.
Introduction
A Roller Type Green Sand Mixer is one of the most common machines in a foundry.
Simple structure.
Heavy duty.
Runs every day.
But once mixing quality goes wrong, everything goes wrong:
- Mold collapses
- Surface defects appear
- Casting rejection increases
Good sand = good casting.
Bad sand = endless problems.
This guide explains real workshop problems and solutions, not textbook theory.
1 Poor Sand Mixing Quality (Core Problem)
Symptom
- Sand not uniform
- Dry and wet zones visible
- Poor mold strength
- Surface defects in casting
Sand quality should follow recommendations from:
👉 American Foundry Society
Possible Causes
- Water addition not controlled
- Bentonite content unstable
- Mixing time too short
- Roller pressure insufficient
- Sand temperature too high
Engineering Solution
- Control moisture: 3.0–4.5%
- Adjust mixing time: 3–6 minutes
- Increase roller pressure
- Ensure uniform water spraying
Most real problems come from:
👉 Water control + mixing time.
2 Low Mixing Efficiency
Symptom
- Production capacity low
- Mixing cycle too long
- Output cannot match molding line
Possible Causes
- Overloading mixer
- Worn rollers or plows
- Motor power insufficient
- Poor sand flow
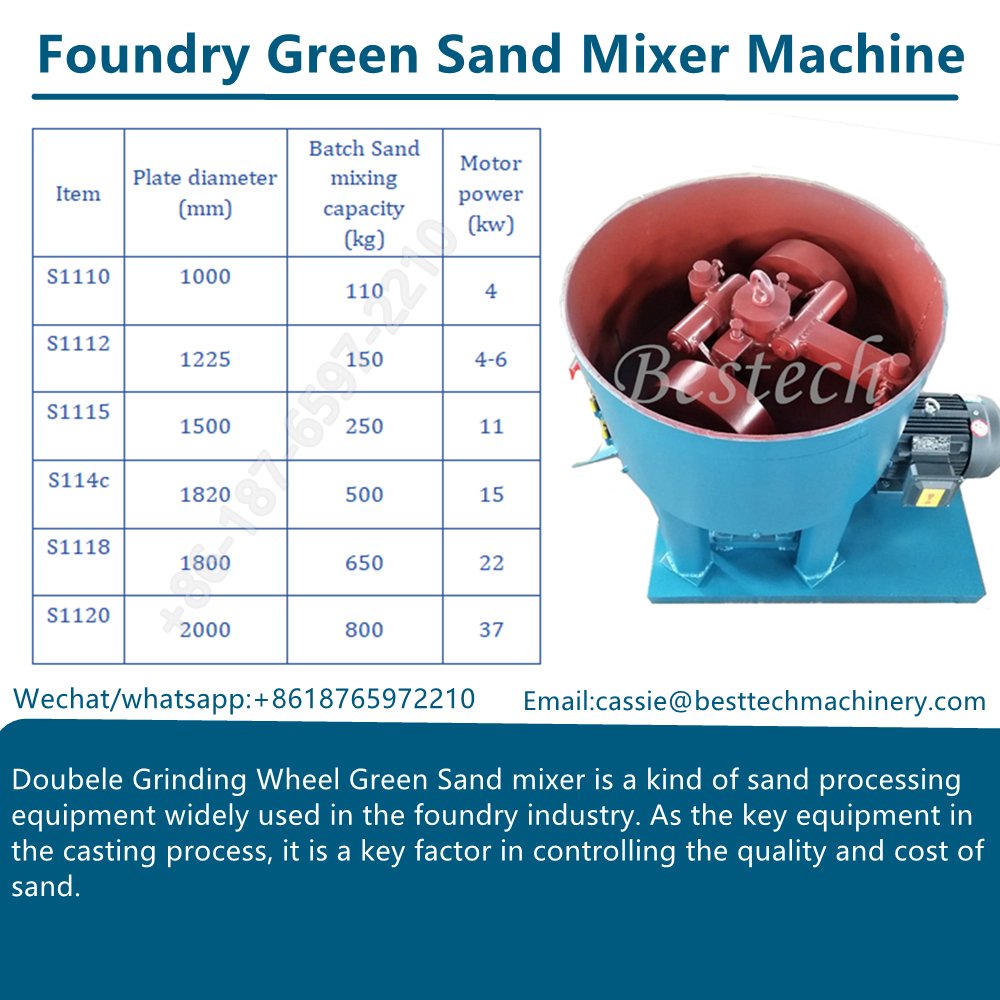
Typical Technical Parameters
| Parameter | Typical Range |
|---|---|
| Capacity | 2–10 tons/batch |
| Mixing Time | 3–6 min |
| Motor Power | 7.5–30 kW |
| Roller Speed | 25–35 rpm |
Solution
- Reduce batch size
- Replace worn mixing tools
- Check motor load
- Improve sand feeding system
Efficiency loss is usually mechanical wear problem.

3 Sand Too Dry or Too Wet
Symptom
- Sand too dry → weak mold
- Sand too wet → sticky, poor permeability
Possible Causes
- Incorrect water addition
- No moisture control system
- Sand temperature fluctuation
Solution
- Install automatic water control system
- Monitor moisture continuously
- Keep sand temperature below 45°C
Moisture is the most sensitive parameter.
Even 0.2% change matters.
4 Mixer Overload or Motor Overheating
Symptom
- Motor temperature high
- Frequent shutdown
- Current overload alarm
Possible Causes
- Excessive sand load
- Sand too sticky
- Bearing lubrication failure
- Mechanical resistance too high
Solution
- Reduce feeding quantity
- Check lubrication system
- Inspect bearings
- Clean mixer interior
Overload is usually combination of:
👉 bad sand + poor maintenance.
5 Abnormal Noise or Vibration
Symptom
- Loud mechanical noise
- Machine vibration
- Unstable operation
Possible Causes
- Roller wear uneven
- Loose bolts
- Gearbox problem
- Bearing damage
Machine safety design should follow:
👉 ISO 12100
Solution
- Tighten all bolts
- Replace worn rollers
- Inspect gearbox
- Replace bearings
Never ignore vibration.
It always becomes expensive later.
6 Sand Discharge Problem
Symptom
- Sand not discharging smoothly
- Blockage at outlet
- Uneven discharge rate
Possible Causes
- High moisture content
- Discharge door malfunction
- Sand sticking to wall
Solution
- Adjust moisture level
- Check discharge mechanism
- Clean mixer interior regularly
Sticky sand = poor control.

7 Inconsistent Sand Properties
Symptom
- Mold hardness varies
- Casting quality unstable
- Frequent adjustment needed
Possible Causes
- Irregular raw sand supply
- Poor additive distribution
- No process control
Solution
- Standardize raw material input
- Use automatic batching system
- Record sand properties daily
Consistency is more important than perfection.
8 Quick Troubleshooting Table (Workshop Version)
| Problem | Cause | Solution |
|---|---|---|
| Poor mixing | Short time | Increase mixing time |
| Sand too dry | Low water | Add water |
| Sand too wet | Excess water | Reduce water |
| Low efficiency | Worn tools | Replace |
| Noise | Loose parts | Tighten |
| Overload | Too much sand | Reduce load |
Print it.
Use it.
9 Preventive Maintenance Strategy
Good foundry does not wait for failure.
Daily
- Check moisture level
- Inspect mixer condition
- Clean inside
Weekly
- Inspect rollers and plows
- Check lubrication
- Clean discharge system
Monthly
- Inspect gearbox
- Check electrical system
- Analyze sand quality
Preventive maintenance reduces failures by 30–50%.
Final Words
A Roller Type Green Sand Mixer is not complicated.
But it controls the most important thing in foundry:
👉 Sand quality.
If sand is stable:
- molding stable
- casting stable
- production stable
If sand is unstable:
Everything becomes problem.
Control these four:
- moisture
- mixing time
- temperature
- equipment condition
You control the whole foundry.
Need Technical Support?
If you are facing:
- unstable sand quality
- low mixing efficiency
- high rejection rate
- mixer overload
Provide:
- mixer capacity
- sand type
- binder type
- moisture range
We can help you find exact solution.